






产品描述
一、产品外观和尺寸及接口示意
不带U盘功能四轴接口示意
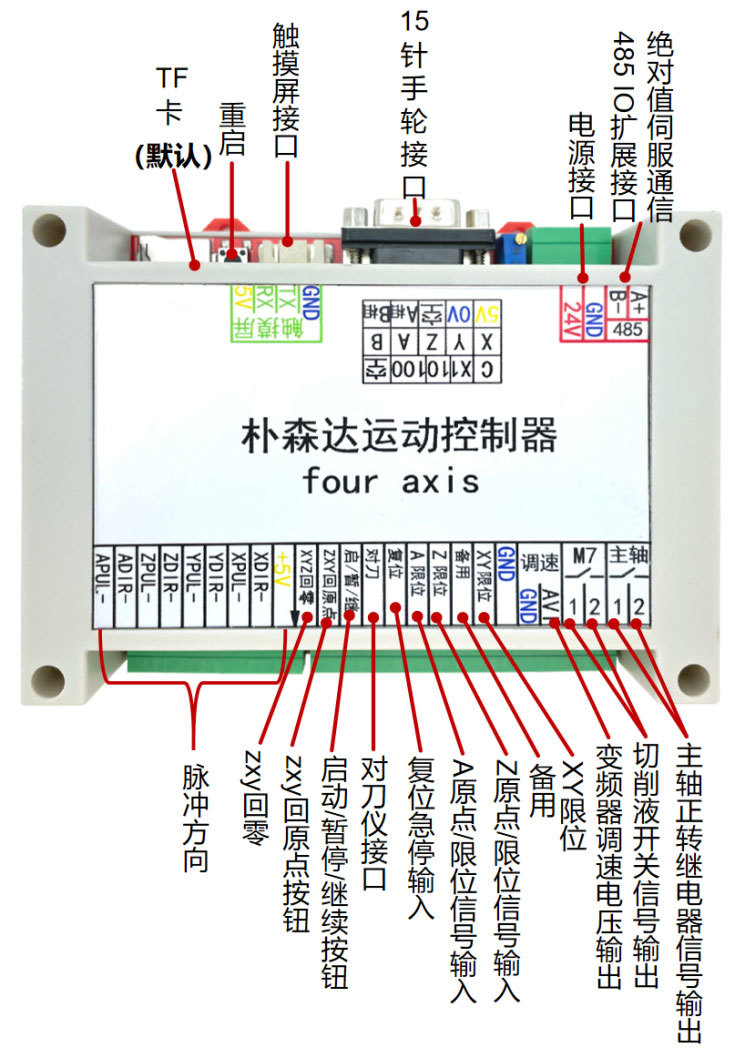
注:
原点限位信号输入说明:他们是共用同一个开关,当机器找原点时他会自动作为原点开关用,其他时候都是作为限位开关用。
所有开关信号都并联在一起,并不会相互影响,当作为硬限位时只要有一个开关触发,机器就停止运行。建议不要使用硬限位功能,请用软限位功能代替会更安全方便。
当作为原点开关时 ,是按次序一个轴一个轴会原点的,每个轴回完原点后会自动反弹一小段距离复位掉当前开关信号,这样就不会影响接下来的轴回原点。
二、应用场景
1)CNC雕铣机脱机控制系统
2)超Mach3控制器
3)超CNC USB Controller控制器
4)超GRBL控制器
5)步进电机定位控制器
6)伺服电机定位控制器
7)模组控制器
8)打孔攻牙机控制器
三、功能优势
1)支持离线脱机运行,告别电脑
2)支持刀库,自动换刀,自动对刀,自动刀补:支持刀库相关参数及刀长设置
3)支持断点续雕:输入需要开始运行的行数/自动找XY,然后只需一键启动
4)带手轮接口(手轮需要自备,也可店内购买)
5)支持手轮引导正向加工
6)WIFI控制及传输:支持AP/STA模式nc文件可通过wifi传输到TF卡运行
7)需自备TF卡(≤32g)存储NC程序,触摸屏的卡槽用于远程升级
8)支持U盘(选配)
9)支持0-360°就近原则
10)支持绝对值伺服通信
11)支持回转间隙补偿
12)支持伺服主轴(攻牙)
13)0-10伏的变频器调速电压输出
14)支持找原点功能:支持两线/三线NPN常开、支持软限位功能、绝对值伺服无需原点开关即可自动读取位置
15)支持分中及定点对刀
16)G54-G59工件坐标系查看设置和切换
17)手动G代码编程的功能界面
18)可在线g代码编程循环运行或者定次数运行:直线/圆弧插补
19)带多种快捷加工策略:钻孔策略(单点、列表、矩形阵列、圆形阵列)、攻牙策略、螺旋策略、矩形/圆角矩形策略、分层清面、圆形区域清除、矩形/圆角矩形区域清除、拉槽切断策略、以及其他可定制的策略。只需设置几个简单的参数即可自动运行,可不同策略组合加工。
20)可485 IO拓展,多至18入18出—输入IO可自定义功能
21)支持五轴RTCP功能:换刀可自动测量摆长、可RTCP安全断点续雕
22)可设置开机自动运行项
23)可设置主轴开启延时
四、可选配开通功能:RTCP和3+2
朴森达使用的是海德汉和法兰克成熟稳定的RTCP算法,简单轻松实现脱机高精高速高稳定性。不是那些开源基于电脑上位机能比拟的。
1.开启RTCP格式
G43.4H1(同法兰克/新代,1为刀号,开启一号刀长RTCP)。关闭为G49。
2.开启3+2格式
G68.2X10Y10Z10I10J10K10(ac/bc摇篮支持3+2,同法兰克/新代,欧拉角zxz/zyz计算方式)。关闭为G69。
3.RTCP结构类型:AC摇篮、BC摇篮、B摆A转台、B摆C转台、A摆C转台、CA双摆头、CB双摆头。支持定制其他结构类型RTCP。
4.RTCP支持刀库功能(以下刀库功能需要安装对刀仪)
1)摆头:自动/手动换刀;自动测刀长及摆长。
2)转台:自动/手动换刀;自动测刀长及校正Z标定。
五、支持的G/M代码
|
代码 |
运动 |
|
G00、G01、G02、G03 |
直线插补运动,弧和螺旋插补运动,支持r 半径1/4编程。支持zijk整圆螺旋线编程。插补精度0.002mm。 |
|
G04P5 |
延时,G4P5代表延时5秒,可以为大于零的小数。 |
|
G10 L2、G10 L20 |
设置工件坐标偏移。 |
|
G17、G18、G19 |
圆弧插补平面选择。 |
|
G20,G21 |
单位英寸/毫米。 |
|
G28、G30、G28.1、G30.1 |
移动到预定义位置。设置预定义位置。 |
|
G38.2 |
探测。 |
|
G38.3、G38.4、G38.5 |
探测。 |
|
G40 |
刀具半径补偿模式关闭(不支持G41/G42)。 |
|
G43H2、G49 |
开启二号刀长补偿、取消刀长补偿。 |
|
G43.1、G49 |
动态刀具长度偏移、取消刀长补偿。 |
|
G43.4H1、G49 |
开启1号刀长RTCP/坐标系旋转功能、取消RTCP模式。(同法兰克) |
|
G68.2、G69 |
开启/关闭3+2功能,AC/BC摇篮支持3+2,ZXZ/ZYZ欧拉角IJK计算方式。(同法兰克) |
|
G53 |
在机器坐标中移动。 |
|
G54、G55、G56、G57、G58、G59 |
工作坐标系。 |
|
G60P10 |
循环运行此文件10次。 |
|
G61 |
路径控制模式。 |
|
G73 G81 G82 G83 G80 |
钻孔/攻牙循环模式和模式取消。攻牙说明如下。 |
|
G81Z-10R0O0.2F100 |
在钻孔循环指令后加O螺距值即变成攻牙循环指令。G73,G81,G82,G83都可。 |
|
G90、G91 |
距离模式,绝对定位/增量定位。 |
|
G91.1 |
弧形 IJK 增量模式。 |
|
G92 |
坐标偏移。 |
|
G92.1 |
清除坐标系偏移。 |
|
G93、G94 |
馈电模式。 |
|
G98 G99 |
钻孔/攻牙循环指令的回退平面选择。初始面/R面。 |
|
M0、M2/M30 |
程序暂停、结束。 |
|
M3S1000 、M5 |
主轴正转-转速1000、主轴停止。 |
|
T2M6 |
自动换刀(支持伺服圆盘刀库/直排刀,20把刀)。 |
|
M62P0/M63P0 |
打开/关闭打刀信号输出。 |
|
M7、M8、M9 |
冷却液控制,扩展io可用。 |
|
M56、M56P0 M66 P0 L3 Q10 |
停车运动超控和取消。 等待输入端口0 变为 ON(变为 HIGH),10 秒后超时暂停。L3等待高位/L4等待低位。(扩展io可用)。 |
|
$HX($HZ,$HY……) |
X回原点(Z回原点……),一行只能一个轴。 |
关键词:
CNC脱机控制系统 | CNC控制编程OEM | CNC系统改装




产品咨询

淘宝
微信公众号
微信
B站
抖音